

在20世纪70年代的表面贴装技术(Surface Mount Technology,简称SMT),是指在印制电路板焊盘上印刷、涂布焊锡膏,并将表面贴装元器件准确的贴放到涂有焊锡膏的焊盘上,按照特定的回流温度曲线加热电路板,让焊锡膏熔化,其合金成分冷却凝固后在元器件与印制电路板之间形成焊点而实现冶金连接的技术。
什么是焊料
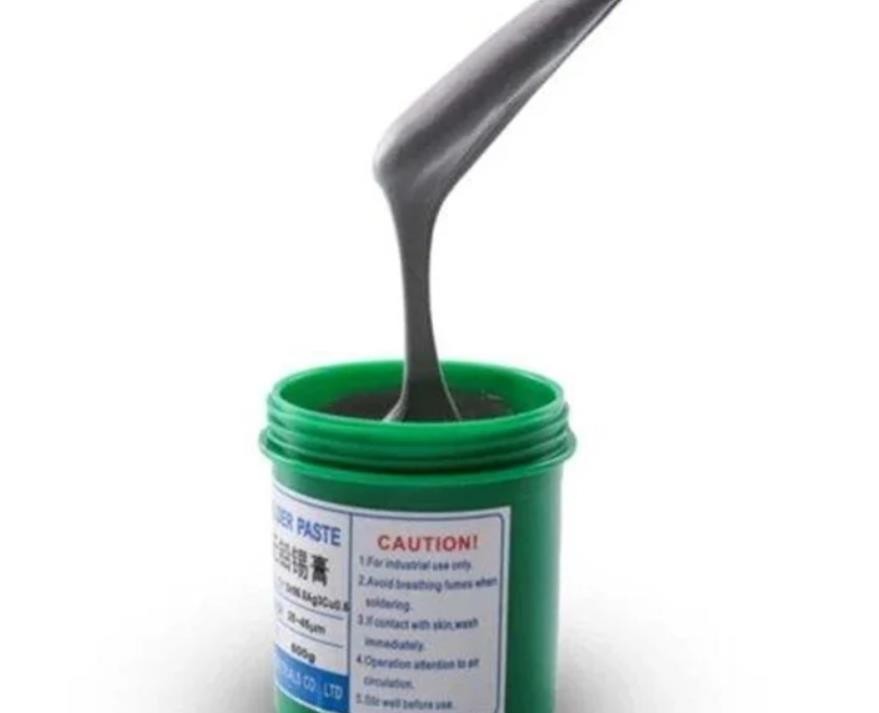
焊料是一种熔点比被焊金属熔点低的易熔金属。焊料熔化时,在被焊金属不熔化的条件下能润浸被焊金属表面,并在接触面处形成合金层而与被焊金属连接到一起。在一般电子产品装配中,俗称为焊锡。
常用焊料具备的条件:
(1)焊料的熔点要低于被焊工件。
(2)易于与被焊物连成一体,要具有一定的抗压能力。
(3)要有较好的导电性能。
(4)要有较快的结晶速度。
1.保存方法
锡膏的保管要控制在1-10℃的环境下;锡膏的使用期限为6个月(未开封);不可放置于阳光照射处。
2.使用方法(开封前)
开封前须将锡膏温度回升到使用环境温度上(25±2℃),回温时间约3-4小时,并禁止使用其他加热器使其温度瞬间上升的做法;回温后须充分搅拌,使用搅拌机的搅拌时间为1-3分钟,视搅拌机机种而定。
3.使用方法(开封后)
(1)将锡膏约2/3的量添加于钢网上,尽量保持以不超过1罐的量于钢网上。
(2)视生产速度,以少量多次的添加方式补足钢网上的锡膏量,以维持锡膏的品质。
(3)当天未使用完的锡膏,不可与尚未使用的锡膏共同放置,应另外存放在别的容器之中。锡膏开封后在室温下建议24小时内用完。
(4)隔天使用时应先行使用新开封的锡膏,并将前未使用完的锡膏与新锡膏以1:2的比例搅拌混合,并以少量多次的方式添加使用。
(5)锡膏印刷在基板后,建议于4-6小时内放置零件进入回焊炉完成着装。
(6)换线超过1小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。
(7)锡膏连续印刷24小时后,由于空气粉尘等污染,为确保产品品质,请按照“步骤4”的方法。
(8)为确保印刷品质建议每4小时将钢板双面的开口以人工方式进行擦拭。
(9)室内温度请控制与22-28℃,湿度RH30-60%为的作业环境。
(10)欲擦拭印刷错误的基板,建议使用工业酒精或工业清洗剂
当玻璃粉含量继续增加,多余的玻璃粉就会聚集在表面上,导致电性能下降,电阻率增加。同时,当玻璃粉含量过高时,有机载体的含量就越低,有机载体的含量直接影响到浆料的黏度,有机载体的含量越低,浆料的黏度越高,在印刷的过程中,浆料的流平性很差,不利于浆料分布均匀,银粉与玻璃粉容易成团聚态。