
1. 激光功率:单位时间内激光输出的能量。高速激光熔覆一般为半导体或光纤激光器,国盛激光激光功率为6000-12000w,在市场上广泛用于高速激光熔覆,可以满足大多数领域的需要。
2. 光斑形状:常见的光斑形状分为圆形和矩形两种,用户可以根据加工对象的特点进行选择。
3. 光斑大小:光斑大小主要影响光功率密度,即单位面积的光能。相同功率条件下,光斑尺寸越小,光功率密度越大,高功率密度的光斑适合熔覆高熔点的金属粉末。
4. 加工距离是指激光出口和衬底表面之间的距离:如果加工距离太远,金属粉末容易分散,粉末利用率低;加工距离短,激光照射的激光熔覆头表面温度过高,严重造成堵粉。
5. 搭接率是影响熔覆层表面粗糙度的主要因素:搭接率增大,熔覆层表面粗糙度减小。然而,重叠部分的均匀性很难得到保证。每个熔覆层之间的重叠区域的深度与每个熔覆层中间的深度不同,从而影响整个熔覆层。高速熔覆的搭接率高达70%-80%(普通熔覆的搭接率为30%-50%)。
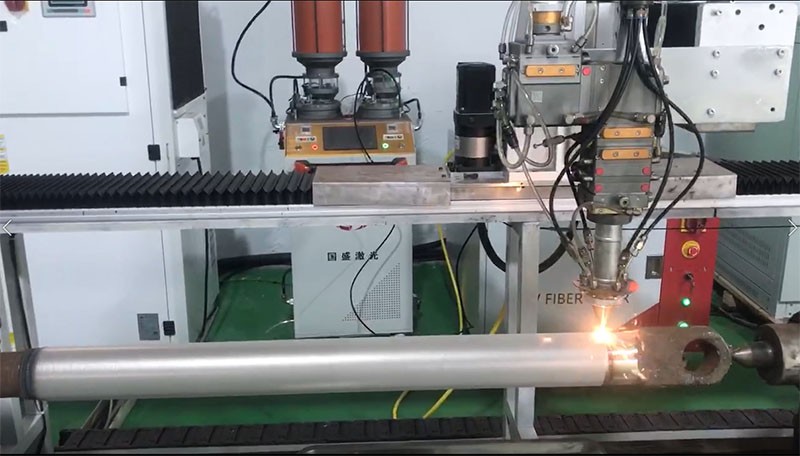
6. 熔覆速度、熔覆线速度和熔覆面积率都可以表示熔覆速度:国盛激光高速激光熔覆实测线速度为100mm/s-500mm/s;单位时间熔覆面积0.5-1m2;主轴转速为0-100r/min;熔覆层厚度0.2mm-10mm可控。
7. 送粉方式:高速激光熔覆送粉方式主要有环形送粉方式和中心送粉方式。中心送粉方式的利用率比环形送粉方式高,但设计难度更大,横梁需要以环形绕送粉管。目前,市场上普遍采用环形送粉方式。国盛激光采用特殊设计优化的高速激光熔覆喷嘴,粉末利用率大于90%;大容量高精度双筒送粉器,确保长时间送粉的稳定性和熔覆层的均匀性一致性。
8. 保护气体压力,可在加工过程中调节:一般采用氮气或氩气作为保护气体,主要用于送粉,在激光熔覆熔池周围形成保护区,减少氧化。