
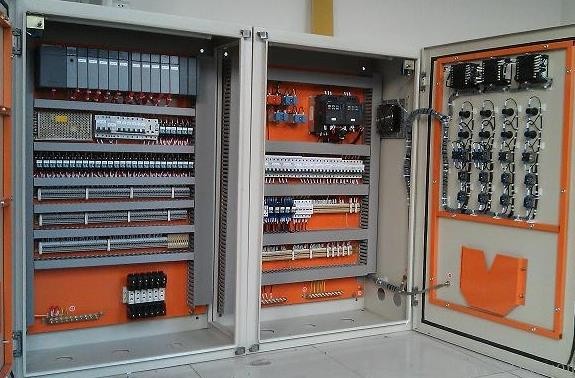
双螺杆挤出机控制系统,在硬件上主要集成在三个部分,一个是中央控制单元所在的PLC控制柜中,一个是主机变频器所在在变频控制柜中,再一个是在双螺杆挤出机的机身上。根据控制功能,也可以划分成两个部分。一是设备操作、保护和加热控制部分,这个部分包括了PLC控制柜和机身控制,二是主电机的驱动部分。目前常见的控制部分主要有两个大类,一是基于温控表和继电回路的简单控制系统,硬件控制柜成为仪表控制柜;二是给予PLC和触摸屏的智能控制系统,也就是我们常说的PLC控制柜。而主机驱动部分,在2010年以前以直流驱动器驱动直流电机为主,2010年以后这主要是变频器驱动交流电机。
主电机的能耗和电机本身效率、传动效率、以及变频器本身效率相关,除了电机本身的能耗等级,还要考虑电机的能耗曲线,有的电机在满速下效率比较高,到了80%转速及以下时,其效率将明显降低。
其次是加热能耗,由于挤出机对加热温度的要求,拥有加热与冷却双重温控方法,如果想节能省电,的办法就是将热量效率提升,也就是减少冷却的次数。这里,需要在PLC控制柜中,选择合理的PID参数,以及适合的温控精度。不同物料,其特性不同,PID参数也不同,如何方便的根据物料选择PID参数,是决定加热能耗高低的关键。
工业数据的提取和转换,必须在接近生产机器处完成。这样数据就可以被就地边缘分析所使用,并发送到就地数据中心或云端。采用边缘计算还是云计算主要取决于哪个效率更高。制造企业必须简化数据集成,以实现工业4.0、智能制造和IIoT的预期价值。
在尝试将PLC控制柜与网站人机界面连接或任何形式的低层级以太网通信时,应为程序员配备一些有用的工具。一种是开源的Wireshark,它将公开HTTP请求和响应数据包。另一个是文本编辑器,可以方便地查看JSON响应。任何文本编辑器都可以,但是有许多免费的编辑器,能够提供增强显示的JSON格式内容以简化工作。