
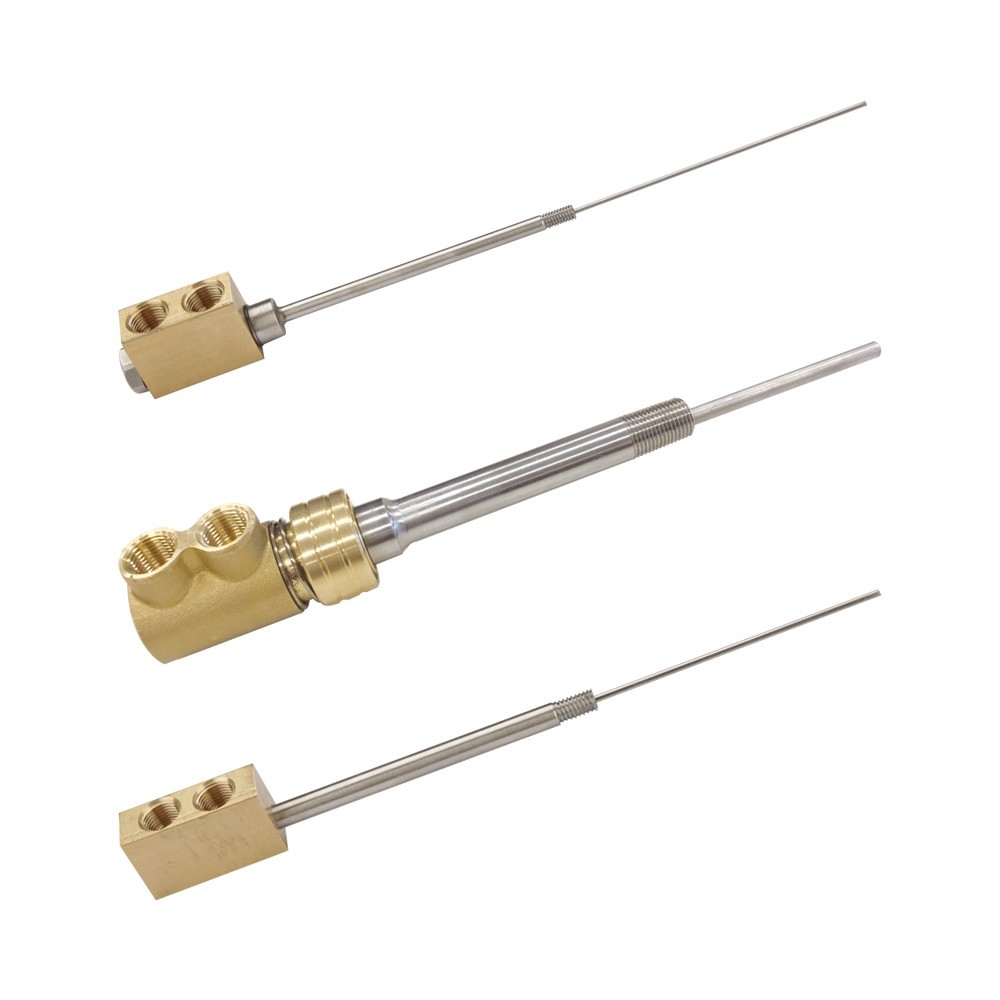
●使用点式冷却水管内管超细规格时,请注意水的清洁度,以避免冷却水中有异物导致的内管堵塞 ●使用插拔式O形圈的点式冷却水管时,请在模具上设置防脱落板固定点式冷却水管,避免发生因使用时的水压过高导致的点冷管后退脱落 ●点式冷却水管的入水和回水,请按右图连接,避免连接错误 ●插拔式的点式冷却水管,因为有O形圈组装,使用时务必小心,避免其刮伤导致的密封失效漏水
这是一个革命性观念的启始,模具内部的流动形态才真正决定了产品品质,而不仅是机台参数设定或产品外观设计;产品是需要完整考量、系统化的设计观念才有办法得到! 但即使了解了这个观念,问题仍未解决,因为在当时,模具内部成型时的流动形态,仍无法在试模前判断;而要去预测流动形态,必须依据非常复杂的流体力学与热传问题的联立方程式求解,以人力来做几乎是不可能。但随著学术理论发展,电脑计算功能的进步,正式为模流CAE开启了一扇门,1978年,MOLDFLOW公司成立,提供初步的电脑辅助分析技术给世界上不同国家的塑胶制造公司,包括汽车业,家电业,电子业,以及精密模具业等。
冷却水开启方法,模具生产前应关闭冷却水先预热,等预热到一定温度后,在压铸几个模次模温整体起来后开始冷却,相隔几个模次逐渐把冷却水阀门开到规定开度,生产中还应根据情况,再单独对冷却系统的冷却强度通过调节阀芯的开度进行调节,配合喷涂达到模具热平衡。
定点式冷却水道压铸模具,包括前模板、后模板、前模仁、后模仁,前模仁设置于前模板,后模仁设置于后模板,前模板与后模板合模时,前模仁的型腔与后模仁的型腔合并成一浇注型腔,所述前模仁设置有前镶针,前模板对应于前镶针的位置开设有水管通道,前镶针内开设有盲孔,盲孔与水管通道连通,连通的水管通道与盲孔内连接有用于通入水于盲孔内的运水循环装置。