
当然,对于二手注塑机的润滑我们可以按运动方式分别遵循机械设备、液压设备和电加热设备润滑的通则进行,但有些部件(如注射部件及变速箱等)就需综合考虑,采用混合润滑的方法。
二手注塑机锁模部分的润滑:锁模部件由皮带轮、丝杠、螺母、虎钳等组成。调整虎钳一侧上的撞块位置与机座上的行程开关相配合,控制丝杆进给行程,使虎钳达到开模与合模。因丝杆、螺母摩擦结点较小,油膜容易被挤裂,因此润滑油应具有较好的油性,一般采用L-AN46油或HL液压油通过油杯、油绳润滑。
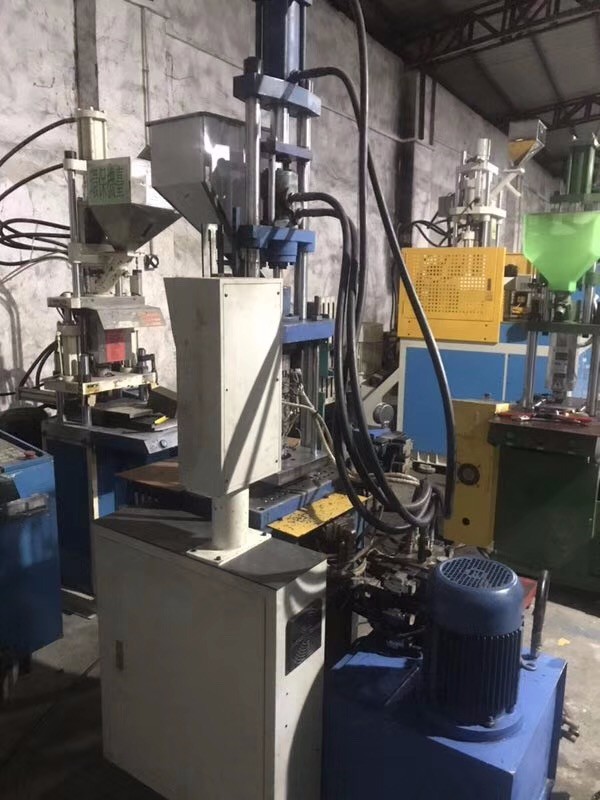
近年来,中国立式注塑机的进步非常快。与国外立式注塑机的差别越来越小。尤其是国内的低端立式注塑机在出口中占据了很多优势,在海外的销售量名列世界前茅。在中市场中中国注塑机的市场份额,也越来越多。国产立式注塑机的出口总额在机械类出口总额所占的比例逐年增加。
立式注塑机螺杆拆卸时应使用专用工具,不许用重锤敲击,具体拆卸步骤如下。
1. 拆卸喷嘴及喷嘴和机筒间的连接件。
2. 把螺杆后部键连接处与驱动轴分离。
3. 拆卸连接法兰,拨动螺杆前移。
4. 当螺杆头部露出机筒时,立即拆卸螺杆头连接螺纹(注意:此处螺纹一般多数为左旋)。
5. 拆卸螺杆上的止逆环和密封环。
6. 拆卸下来的喷嘴、止逆环、密封环和螺杆,应立即趁热用铜刷、铲类工具清理各部位残料。
特殊难清理的黏料,应放在烘箱中加热,温度为能使料软化的温度,然后再清除残料。
7. 把螺杆上的各零件组装在一起,各螺纹连接部位要涂二硫化钼耐热脂,以方便下次拆卸。
8. 立式注塑机,暂不使用的螺杆在表面清洁后要涂防护油,包好、吊挂在通风处。立式注塑机螺杆的修复与更换。
1. 立式注塑机螺杆的工作面如果有轻微磨损或划伤痕迹,可用油石或细砂布研磨、修光损伤部位。
2. 螺杆的工作表面有严重磨损、伤痕沟较深时,应检查分析螺杆磨损原因,排除故障,以避免再次出现类似现象,然后对较深的伤痕沟进行补焊修复。