
增塑剂增塑剂可增加塑料的可塑性和柔软性,降低脆性,使塑料易于加工成型。增塑剂一般是能与树脂混溶,、无臭,对光、热稳定的高沸点有机化合物,常用的是邻苯二甲酸酯类。例如生产聚氯乙烯塑料时,若加入较多的增塑剂便可得到软质聚氯乙烯塑料,若不加或少加增塑剂(用量稳定剂为了防止合成树脂在加工和使用过程中受光和热的作用分解和破坏,延长使用寿命,要在塑料中加入稳定剂。常用的有硬脂酸盐、环氧树脂等。
着色剂着色剂可使塑料具有各种鲜艳、美观的颜色。常用有机染料和无机颜料作为着色剂。
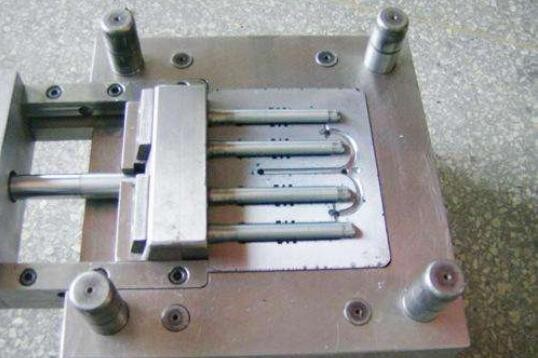
注塑过程说明:模具是一种生产塑料制品的工具。它由几组零件部分构成,这个组合内有成型模腔。注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。
由谁负责模具冷却过程的优化?为什么不在设计和生产时给它倾注更多的精力?对于成型周期(80%是冷却时间)中如此重要的一步,在传统加工过程中却没有人直接负责。
而且,对于尺寸相似的部件,每一个制造过程的冷却负载可以有很大的不同。比如,一个吹制部件只能在外表面冷却。该部件的内表面是一个空心腔体。因此,内表面无冷却的可能性极小。对于吹制模来说,部件的冷却全部在该部件外壁方向。把一个喷射成型部件和一个厚度完全相同的吹制部件相比,冷却发生在该部件的两侧。喷射成型部件会冷却的非常快,从而循环时间也更短。因此,对于每一工艺类型冷却部件所使用的技术必须很好地策划以保证竞争优势。